

Autor: Weibo
Datum: Jun 15, 2026
Který je lepší kónický nebo paralelní dvoušnekový extrudér?
Při výběru mezi kónickým a paralelním dvoušnekovým extrudérem závisí odpověď na vaší konkrétní aplikaci. Pro zpracování tvrdého PVC, PVC profilů, trubek a dřevoplastových kompozitů kónický dvojitý šroub extruder je obecně výhodným řešením díky svému vynikajícímu výstupnímu tlaku, samočistícímu chování v podávací zóně a kompaktní konstrukci nízkorychlostního pohonu. Paralelní dvoušnekové extrudéry nabízejí výhody při míchání, reaktivním vytlačování a výrobě vysoce plněných předsměsí, kde jsou prioritou delší poměry L/D šneku a modulární konstrukce šneku. Tento článek se zaměřuje na kónický dvojitý šnek a do hloubky vysvětluje, proč funguje tak dobře v široké škále úloh vytlačování termoplastů.
Systém kónického dvojitého šneku je definován dvěma do sebe zapadajícími šneky, které se zužují od velkého průměru na vstupním konci k menšímu průměru na výstupním konci. Tato geometrie vytváří přirozenou kompresní zónu, která efektivně vytváří tlak taveniny, aniž by se spoléhala pouze na rychlost šneku. Výsledkem je nižší provozní teploty, snížené smykové napětí a šetrnější zpracování materiálu ve srovnání s vysokorychlostními paralelními systémy, díky čemuž je kónický design ideální pro materiály citlivé na teplo, jako je tuhé PVC a kompozity z dřevěných vláken.
Zhoushan Microwave Šroub Machinery Co., Ltd. vyrábí kónické dvojité šrouby v širokém rozsahu poměrů průměrů včetně 45/90, 45/100, 50/105, 51/105, 55/100, 65/132, 80/125, 80/145, 81,8 mm a 81,8 mm Každá velikost je k dispozici s přizpůsobenými kompresními poměry přizpůsobenými konkrétním polymerním formulacím a geometriím produktu. Společnost vyrábí součásti přesných šroubových hlavně od roku 1990 a vyváží na trhy včetně Spojených států, Německa, Dubaje, Vietnamu a Thajska.
Přehled produktu: Kónický dvoušroubový design a materiály
Mechanický výkon kónického dvojitého šroubu je neoddělitelný od materiálu, ze kterého je vyroben, a přesnosti jeho výroby. Mikrovlnná trouba Zhoushan používá Legovaná ocel 38CrMoALA jako základní materiál pro jeho kónické dvojité šrouby. Tato ocel třídy nitridace je široce uznávána v průmyslu plastikářských strojů pro svou vynikající kombinaci houževnatosti jádra a tvrdosti povrchu po nitridační úpravě.
Po procesu nitridace dosáhne povrch šroubu tvrdosti HV 950 až 1000 s hloubkou nitridace 0,45 až 0,7 mm. Hodnocení křehkosti je udržováno na úrovni 1 nebo nižší, což zabraňuje mikropraskání při cyklickém zatížení. Drsnost povrchu je udržována na Ra 0,4, což snižuje tření mezi taveninou a šnekovým kanálem, což snižuje energetické ztráty a zlepšuje povrchovou úpravu vytlačovaných výrobků. Tolerance přímosti šroubu je 0,015 mm, což zajišťuje plynulé otáčení při provozních rychlostech bez opotřebení hlavně způsobeného vibracemi.
Pro aplikace vyžadující ještě vyšší odolnost proti oděru, volitelně dvouslitinová tvrdá povrchová vrstva s tvrdostí 60 až 70 HRC lze aplikovat. Kromě toho krok chromování po nitridaci přidá vrstvu o tloušťce 0,05 až 0,10 mm s tvrdostí přesahující 900 HV. Tato chromová vrstva poskytuje ochranu proti korozi proti agresivním polymerům, jako je chlorované PVC a sloučeninám zpomalujícím hoření obsahující halogenované přísady.
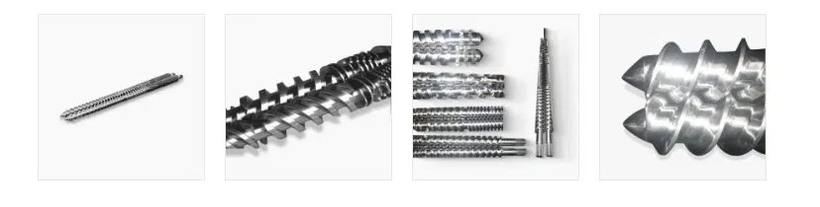
Produkty s kónickým dvojitým šroubem vyráběné společností Zhoushan Microwave Screw Machinery Co., Ltd. - jednotlivé šrouby, paralelní dvojité šrouby a kónické sady dvojitých šroubů zobrazené vedle detailu příčného řezu letu.
| Parametr | Specifikace | Význam |
|---|---|---|
| Základní materiál | 38CrMoALA | Vysoce kvalitní nitridační ocel, vynikající houževnatost jádra |
| Tvrdost nitridace | HV 950 - 1000 | Vynikající odolnost proti opotřebení u šroubů |
| Hloubka nitridace | 0,45 - 0,70 mm | Dostatečně vytvrzená vrstva bez rizika křehnutí |
| Drsnost povrchu | Ra 0,4 | Nízké tření, hladký tok taveniny, čistý povrch produktu |
| Přímost šroubu | 0,015 mm | Zabraňuje vibracím, snižuje opotřebení hlavně |
| Tloušťka chromování | 0,05 - 0,10 mm | Ochrana proti korozi pro halogenované polymery |
| Tvrdost chrom | 900 HV min. | Prodloužená životnost v abrazivních podmínkách |
| Možnost Dual Alloy | 60 - 70 HRC | Maximální odolnost proti opotřebení pro plněné nebo abrazivní směsi |
Pracovní princip dvoušnekového extrudéru: Jak funguje kónický design
Pochopení principu fungování dvoušnekového extrudéru je zásadní pro výběr správného zařízení a optimalizaci parametrů procesu. V kónickém dvoušnekovém extrudéru jsou dva souběžně se otáčející nebo protiběžné šneky instalovány uvnitř přizpůsobeného kuželového válce. Šneky do sebe zapadají a vytvářejí pozitivní dopravní akci, která posouvá materiál z násypky směrem k matrici.
Vstupní zóna s velkým průměrem poskytuje velkorysý sací objem, což umožňuje stroji zpracovávat objemné granule, prášky a špatně tekoucí suché směsi PVC. Jak se materiál pohybuje směrem k výstupnímu konci s menším průměrem, hloubka kanálu se zmenšuje a dostupná plocha průřezu se zužuje, což vytváří kompresní tlak, aniž by vyžadoval příliš vysoké otáčky šroubu . Tento nízkorychlostní provoz s vysokým kroutícím momentem je definující charakteristikou kónického dvoušnekového designu a přímo přispívá k řízení teploty taveniny a energetické účinnosti.
Smykové zahřívání v kónickém dvojitém šneku je distribuováno po delší efektivní délce vzhledem k výstupnímu průměru, což dává tepelné energii více času na vyrovnání v tavenině, než dosáhne matrice. Geometrie zabírajících letů také vytváří samostírací akci, která nepřetržitě odstraňuje materiál z povrchů šroubů, čímž zabraňuje lokalizovanému přehřátí nebo degradačním kapsám. To je zvláště důležité při zpracování PVC, které začíná degradovat a odbarvovat se při teplotách nad přibližně 200 stupňů Celsia.
Izometrické schéma kónického dvojitého šroubového systému. D1 označuje velký průměr výstupního konce a D2 menší průměr výstupního konce. Zužující se geometrie generuje progresivní kompresi podél délky šroubu.
Výše uvedené schéma dvoušnekového extrudéru ilustruje, jak kuželová geometrie vytváří zabudovaný kompresní poměr od vstupu přívodu k vytlačovací hlavě. Protože konec s velkým průměrem představuje široký kanál pro přijímání práškových směsí a granulí, problémy s podáváním běžné u jednošnekových strojů jsou do značné míry eliminovány. Výstupní konec s malým průměrem dodává konstantní tlak taveniny do formy s minimálními pulzacemi, což je rozhodující pro výrobu rozměrově stabilních profilů a trubek.
Conical vs Paralelní dvojitý šroub: Přímé technické srovnání
Otázka, co je lepší - kónický nebo paralelní dvoušnekový extrudér - nemá jedinou univerzální odpověď, ale technické rozdíly jsou dobře definované a mohou vést k rozhodnutí. Níže uvedená tabulka shrnuje nejdůležitější parametry na základě publikovaných průmyslových referencí včetně Rauwendaal C., "Polymer Extrusion", 5. vydání a údajů z hlavních technických bulletinů OEM.
| Parametr | Kónický dvojitý šroub | Paralelní dvojitý šroub |
|---|---|---|
| Typický poměr L/D | 6 : 1 až 9 : 1 (velký konec) | 28:1 až 52:1 |
| Rychlost šneku (ot./min) | 20 - 50 ot./min (nízká rychlost) | 100 - 600 ot./min (vysoká rychlost) |
| Primární aplikace | PVC trubky, profily, WPC | Směsi, předsměsi, reaktivní extruze |
| Složitost pohonu převodovky | Dolní (šrouby se rozbíhají na velkém konci) | Vyšší (paralelní středy, složitá převodovka) |
| Řízení teploty taveniny | Vynikající (nízký střih) | Střední až vysoké smykové teplo |
| Samovytírání | Dobře | Dobře (co-rotating type) |
| Modulární šroubové segmenty | Není standardní | Standardní funkce |
| Flexibilita kompresního poměru | Více pevných poměrů výběrem šroubu | Prostřednictvím modulárního přeskupení segmentů |
Pro výrobu okenních profilů z PVC většina výrobců strojů na celém světě standardně používá systém kónického dvojitého šneku, protože nízká rychlost šneku (typicky 20 až 45 ot./min.) minimalizuje tvorbu třecího tepla a velký přívodní konec může přijímat volně zabalený prášek suché směsi z PVC bez přemostění. Je dosažitelný výkon 200 až 800 kg/h v závislosti na výběru průměru, který pokrývá celý rozsah od maloprofilových extruderů až po velké potrubí.
Velikosti kuželových dvojitých šroubů a výběr poměru průměru
Výběr správné velikosti kónického dvojitého šneku je jedním z nejdůležitějších rozhodnutí ve specifikaci extrudéru. Poměr průměru - vyjádřený jako průměr malého konce dělený průměrem velkého konce - přímo určuje kapacitu točivého momentu, výstupní rychlost a kompresní chování šroubu. Větší průměr na velkém konci zachytí více materiálu na otáčku a může pojmout objemnější vstupní suroviny, zatímco větší průměr na malém konci poskytuje větší výkon taveniny při daném tlaku.
Mikrovlnná trouba Zhoushan nabízí následující standardní poměry průměrů: 45/90, 45/100, 50/105, 51/105, 55/100, 65/132, 80/125, 80/143, 80/158 a 92/188 mm . Každá konfigurace je přizpůsobena specifické kuželové hlavni s doplňkovou geometrií vývrtu. Velikosti 80/158 a 92/188 jsou vhodné pro linky na vytlačování trubek s velkým výkonem, zatímco velikosti 45/90 a 50/105 se běžně používají pro aplikace s malým profilem a těsněním oken. Kompresní poměry jsou přizpůsobeny podle vzorce zákazníka, aby se zohlednily rozdíly v objemové hustotě mezi typy suchých směsí PVC, obsah dřevěné moučky ve WPC a aditivní náplně ve směsích technických pryskyřic.
Tento vodorovný sloupcový graf porovnává přibližné maximální výstupní rychlosti různých konfigurací kónického dvojitého šneku při zpracování tuhého PVC pro výrobu trubek. Větší poměry průměrů, jako je 92/188 a 80/158, poskytují podstatně vyšší propustnost, což z nich dělá preferovanou volbu pro velkoobjemové vytlačovací linky. Velikosti 65/132 a 55/100 zaujímají střední pozici vhodnou pro střední výrobu profilů a trubek. Menší velikosti 45/90 a 50/105 jsou vhodné pro úzké profily, těsnění oken a speciální granulaci směsí. Výstupní hodnoty jsou orientační a liší se podle konstrukce šneku, složení a provozních podmínek. Data sestavená z průmyslových referencí a technické dokumentace výrobce strojů.
Aplikace: Kde kónické dvojité šrouby poskytují konzistentní výsledky
Systém kónického dvojitého šneku prokázal spolehlivý výkon v celé řadě aplikací zpracování polymerů. Nejvýznamnější komerční využití je ve výrobě tuhé PVC profily pro okenní rámy, dveřní rámy a obklady , kde stálá homogenita taveniny a stabilní vytlačovací tlak jsou předpoklady pro dosažení rozměrových tolerancí v rozmezí 0,1 mm. V těchto aplikacích nízká rychlost šneku a geometrie samostíracího šneku zabraňují degradaci PVC a přísně řízená teplota taveniny zajišťuje rovnoměrný vývoj barvy napříč výrobními sériemi.
Dalším segmentem velkoobjemových aplikací je výroba PVC trubek pro zásobování vodou, kanalizaci a elektrické vedení. Při vytlačování trubek přivádí kónický dvoušnekový extrudér trubkovou matrici s vysoce konzistentní taveninou při tlacích typicky mezi 15 a 30 MPa, což umožňuje, aby se variace tloušťky stěny udržely v rámci specifikací v délkách běhu několika kilometrů. Kombinace energeticky účinný nízkorychlostní provoz a vysoký výstupní tlak činí kónický design ekonomicky atraktivní pro kontinuální výrobu trubek.
Vytlačování dřevoplastových kompozitů je rostoucí aplikací, kde kuželový dvojitý šnek vykazuje zvláštní výhody. Směsi WPC obsahují 40 až 70 procent hmotnosti dřevěné moučky nebo rýžových slupek, díky čemuž jsou vysoce abrazivní. Vstupní zóna velkého průměru dobře zvládá nízkou objemovou hmotnost směsí dřevité mouky a volitelný šnek z dvojité slitiny nebo ekvivalentu Xaloy s tvrdým povrchem poskytuje potřebnou odolnost proti oděru. Profily WPC teras, plotů a obkladů jsou všechny běžně vyráběny na kónických dvoušnekových extrudérech vybavených výstupními kalibračními a chladicími stoly.
- PVC okenní profily a dveřní profily - Vysoká rozměrová přesnost, stabilní teplota taveniny
- PVC vodovodní a drenážní potrubí -- Kontinuální vysokotlaký výstup, těsná tolerance stěny
- Dřevo-plastové kompozity (WPC) -- Účinně zpracovává abrazivní směsi s nízkou hustotou
- PP, PE, ABS granulace a plech -- Šetrné zpracování taveninou zachovává vlastnosti materiálu
- Pěnové PVC a pěnové profily -- Řízený střih vhodný pro chemická pěnidla
- Elektrická vedení a vedení kabelů -- Konzistentní tloušťka stěny během dlouhých výrobních sérií
Energetická účinnost a stabilita procesu: Analýza výkonnosti založená na datech
Měrná spotřeba energie (SEC) je jednou z nejdůležitějších ekonomických metrik při hodnocení vytlačovacích zařízení pro kontinuální výrobu. Vyjadřuje se v kilowatthodinách na kilogram výkonu a přímo ovlivňuje jak provozní náklady, tak uhlíkovou stopu výrobní linky. Typicky dosahují kónické dvoušnekové extrudéry pracující na tuhém PVC Hodnoty SEC 0,12 až 0,22 kWh/kg , ve srovnání s 0,18 až 0,35 kWh/kg pro vysokorychlostní paralelní dvoušnekové konfigurace na stejném materiálu, podle publikovaných srovnávacích studií uvedených v průmyslové literatuře včetně technických dokumentů KraussMaffei Berstorff a SPE ANTEC.
Nižší SEC kónického designu odráží účinnost kuželové geometrie při přeměně točivého momentu motoru na tlak taveniny bez nadměrné rychlosti šneku. Vzhledem k tomu, že otáčky šroubu jsou nízké (často pod 40 ot./min), snižuje se zatížení ložisek a rychlost opotřebení převodovky, čímž se prodlužuje mechanická životnost a snižuje se frekvence údržby. Tepelná stabilita taveniny je také lepší: kolísání teploty taveniny napříč průřezem matrice obvykle zůstává v rozmezí plus minus 2 až 4 stupně Celsia na dobře udržovaném kónickém dvojitém šneku, zatímco paralelní dvojité šnekové linky zpracovávající stejnou sloučeninu mohou vykazovat odchylky 5 až 10 stupňů Celsia na okraji matrice.
Sloupcový graf srovnávající průměrnou specifickou spotřebu energie pro tři běžné konfigurace vytlačování PVC. Kónická dvoušneková protiběžná konfigurace vykazuje nejnižší průměrnou SEC přibližně 0,17 kWh/kg, což představuje významné úspory oproti vysokorychlostním paralelním dvoušnekovým alternativám při trvalé výrobě. Konfigurace s jedním šnekem zaujímá mezipolohu v důsledku absence pozitivního dopravníku a vyšších rychlostí šneku potřebných k vytvoření tlaku taveniny. Tyto hodnoty jsou reprezentativní průmyslové průměry čerpané z publikované literatury a dokumentace výrobce strojů; skutečný výkon závisí na složení, konstrukci šneku a provozních podmínkách. Nižší SEC se přímo promítá do nižších nákladů na elektřinu na tunu produktu, což zlepšuje ekonomiku velkoobjemového vytlačování PVC.
Opotřebení a životnost šroubu: Spojnicový graf tvrdosti vs. provozní hodiny
Životnost kónického dvoušneku je funkcí jeho materiálové specifikace, povrchové úpravy a abrazivity jím zpracovávaných směsí. Na základě dlouhodobých provozních údajů sestavených z zpracovatelů plastů může správně specifikovaný a udržovaný kónický dvojitý šroub pracující na standardním tuhém PVC udržet účinné letové vůle (hlaveň-šroub) v rámci konstrukčních tolerancí pro 8 000 až 12 000 hodin provozu . Šrouby s vysoce plněnou směsí WPC nebo uhličitanem vápenatým mohou vyžadovat opravu nebo výměnu po 4 000 až 6 000 hodinách.
Níže uvedená tabulka ukazuje koncepční vztah mezi efektivní povrchovou tvrdostí na špičce šroubu a kumulativními provozními hodinami pro tři úrovně ošetření: standardní nitridovaný, nitridovaný plus chromovaný a dvouslitinový tvrdý povrch. Tento vztah je důležitý pro plánování plánů údržby a pochopení, kdy je výměna šroubů nezbytná pro udržení kvality produktu.
Tento spojnicový graf znázorňuje koncepční křivky zachování tvrdosti pro tři úrovně povrchové úpravy aplikované na kónické dvojité šrouby během provozní životnosti 10 000 hodin. Dvouslitinový tvrzený šroub si zachovává nejvyšší efektivní tvrdost po celou dobu své životnosti, což z něj činí preferovanou volbu pro abrazivní aplikace, jako jsou WPC a plněné PVC směsi. Nitridovaná plus pochromovaná konfigurace nabízí vynikající rovnováhu mezi počáteční tvrdostí a dlouhou životností pro standardní aplikace z tvrdého PVC. Standardní nitridovaná křivka ukazuje strmější pokles po 4 000 hodinách, což ukazuje na bod, kdy mohou letové vůle začít ovlivňovat kvalitu produktu. Tyto trendy jsou založeny na obecných principech materiálové vědy a provozních zkušenostech průmyslu; skutečné rychlosti opotřebení závisí na abrazivitě směsi, rychlosti šroubu, teplotě válce a postupech údržby. Doporučuje se pravidelná kontrola rozměrů v intervalech 2 000 hodin, aby se zjistilo opotřebení dříve, než ovlivní specifikace produktu.
Porovnání radaru: Kónický dvojitý šroub vs Parallel Twin Screw vs Jediný šroub
Radarový graf poskytuje užitečný vícerozměrný pohled na porovnání typů extruderů v rámci klíčových kritérií výkonu, na kterých záleží při průmyslovém zpracování polymerů. Pět níže uvedených os představuje generování výstupního tlaku, řízení teploty taveniny, všestrannost manipulace s krmivem, energetickou účinnost a životnost šneku, přičemž každá z nich je hodnocena na stupnici od 1 do 10 na základě publikovaných technických měřítek a průmyslového konsenzu.
Radarový graf ukazuje, že kónická konfigurace se dvěma šneky má nejvyšší skóre ve čtyřech z pěti výkonnostních os, když se hodnotí specificky pro vytlačování trubek a profilů z tuhého PVC. Generování výstupního tlaku je hodnoceno na 9 z 10, což odráží vlastní schopnost kónické konstrukce vytvářet vysoký tlak taveniny při nízkých rychlostech šneku. Řízení teploty taveniny také dostává 9, což odpovídá šetrnému zpracování s nízkým smykem, které minimalizuje riziko degradace PVC. Manipulace s krmivem je označena číslem 8, což potvrzuje účinnost dávkovací zóny velkého průměru s práškem suché směsi PVC. Paralelní dvojitý šnek má vyšší skóre pouze v aplikacích, kde je ceněna jeho modulární všestrannost, což vysvětluje jeho dominanci na trzích předsměsi a reaktivního vytlačování. Jediný šroub vykazuje nejvyváženější, ale nediferencovaný profil, což potvrzuje jeho roli jako řešení pro všeobecné použití, nikoli jako řešení optimalizované pro aplikaci.
Funkce inteligentního monitorování a řízení teploty
Moderní kónické dvoušnekové extruderové systémy stále více zahrnují monitorování v reálném čase a inteligentní řídicí funkce, které zlepšují stabilitu procesu a umožňují prediktivní údržbu. Mikrovlnná trouba Zhoushan nabízí volitelný pokročilý systém regulace teploty, který monitoruje teploty v zóně válce ve více bodech podél délky šneku, což umožňuje obsluze udržovat přesné profily teploty taveniny přizpůsobené každému složení polymeru. To je zvláště důležité pro tvrdé PVC, kde teplotní odchylky dokonce o 10 stupňů Celsia nad optimálním oknem zpracování mohou vyvolat nevratnou degradaci .
Inteligentní monitorovací systémy současně sledují rychlost šroubu, proud zatížení pohonu, tlak taveniny na vytlačovací hlavě a teploty v zóně válce a zobrazují všechny parametry na rozhraní dotykové obrazovky. Pro každý parametr lze nakonfigurovat prahové hodnoty alarmu, aby upozornily operátory dříve, než odchylka procesu povede k poškození produktu nebo zařízení, které nesplňuje specifikace. Možnost vzdáleného monitorování umožňuje procesním inženýrům kontrolovat provozní data mimo pracoviště a protokoly diagnostiky poruch umožňují analýzu hlavní příčiny přerušení procesu, aniž by vyžadoval, aby byl servisní technik fyzicky přítomen u stroje.
Integrace digitálního monitorování s dobře zavedenou mechanickou spolehlivostí systému kónických dvojitých šroubů vytváří platformu, která podporuje Výrobní cíle Průmyslu 4.0 , včetně sledovatelnosti, statistického řízení procesů a energetického managementu. Pro velkoobjemové výrobce trubek a profilů z PVC, kteří soutěží o kvalitu a efektivitu, představují tyto schopnosti významnou provozní výhodu oproti konfiguracím extruderů bez přístrojů.
O společnosti Zhoushan Microwave Screw Machinery Co., Ltd.
Zhoushan Microwave Screw Machinery Co., Ltd. je profesionální čínský výrobce šroubových sudů a továrna na šroubové extrudéry s více než 10 000 metrů čtverečních výrobní dílny a více než 60 zaměstnanců. Od svého založení v roce 1990 se společnost věnuje výrobě a výzkumu plastových strojů a zároveň zavádí zahraniční technologii a výrobní techniky šroubovacích strojů. Společnost působí jako diverzifikovaná, rozsáhlá profesionální výrobní základna integrující přesné šroubové hlavně a mechanické zpracování se zaměřením na špičkový trh.
Produkty z mikrovlnné trouby Zhoushan jsou vyváženy do Spojených států, Německa, Dubaje, Vietnamu, Thajska a na další trhy. Společnost navázala pevná partnerství s mnoha výrobci plastových strojů a stavebních strojů, kteří slouží jako důležitý dodavatel komponentů šroubových sudů v Číně. Sortiment zahrnuje planetové šneky řady WB-WE, planetové válce a planetové extrudéry; Kónické dvojité šneky série SJS, dvojité sudy a dvoušnekové plastové extrudéry; a SJ série jednošnekové, jednoválcové a jednošnekové plastové extrudéry. Společnost dodržuje zásady důvěryhodnosti a služeb, zavázala se poskytovat zákazníkům vysoce kvalitní produkty za konkurenceschopné ceny .
Často kladené otázky o kónických dvoušnekových extrudérech
Q1. Jaká je hlavní výhoda kónického dvojitého šneku oproti jedinému šneku pro zpracování PVC?
Kónický dvojitý šnek zajišťuje pozitivní dopravní činnost a samostírací do sebe zapadající geometrii, kterou jeden šnek nemůže replikovat. U suché směsi tuhého PVC nasává dávkovací zóna s velkým průměrem prášek efektivně, zatímco nízká rychlost šneku a distribuovaný smyk zabraňují tepelné degradaci. Jednotlivé šneky vyžadují vyšší rychlosti k dosažení stejného výstupního tlaku, generují více tepla a výrazně znesnadňují konzistentní zpracování PVC.
Q2. Jak mohu vybrat správné velikosti kónického dvojitého šroubu pro svou výrobní linku?
Volba velikosti šneku závisí na požadované výstupní rychlosti, zpracovávaném polymeru a geometrii formy. Obecně platí, že konfigurace 45/90 a 50/105 jsou vhodné pro výkony pod 250 kg/h a aplikace s úzkým profilem, zatímco velikosti 80/158 a 92/188 se používají pro potrubí s velkým průměrem a velkoobjemové výstupní potrubí nad 500 kg/h. Inženýři mikrovlnné trouby Zhoushan vám mohou poradit s výběrem kompresního poměru na základě vašeho konkrétního složení a specifikace produktu.
Q3. Jaké materiály lze zpracovávat na kónickém dvoušnekovém extrudéru?
Kónický dvoušroubový barelový systém zvládá širokou škálu termoplastů včetně tvrdého PVC, flexibilního PVC, PP, PE, ABS a dřevoplastových kompozitů. Je zvláště vhodný pro tepelně citlivé polymery, kde je důležitá nízká rychlost šneku a řízený střih. Pro vysoce plněné nebo reaktivní sloučeniny vyžadující dlouhou dobu zdržení a modulární mísící sekce může být vhodnější paralelní dvoušneková konfigurace.
Q4. Jak dlouho obvykle vydrží nitridovaný kónický dvojitý šroub?
Standardní nitridovaný šroub zpracovávající tuhé PVC obvykle pracuje v přijatelných tolerancích letové vůle po dobu 8 000 až 12 000 hodin. Šrouby s abrazivními směsmi, jako jsou kompozity dřevo-plast nebo formulace plněné uhličitanem vápenatým, mohou vyžadovat obnovu po 4 000 až 6 000 hodinách. Volba specifikace nitridované plus chromované nebo dvouslitinové tvrdé povrchy výrazně prodlužuje životnost, zejména v abrazivních aplikacích, a snižuje frekvenci plánovaných odstávek údržby.
Q5. Lze použít kónické dvojité šrouby v konfiguraci souběžného otáčení?
Kónické dvojité šrouby jsou nejčastěji konfigurovány v režimu protisměrného otáčení, což je optimální pro PVC trubky, profily a vytlačování WPC. Protiběžná geometrie efektivně generuje vysoký výtlačný tlak a zajišťuje silnou pozitivní dopravu z podávací zóny. Některé specializované konstrukce umožňují souběžnou rotaci, ale dominantní komerční aplikací kónického dvojitého šneku zůstává protiběžné vytlačování, kde jsou jeho výkonnostní výhody oproti alternativním konstrukcím nejvýraznější.
Q6. Co v praxi znamená kompresní poměr kónického dvoušneku?
Kompresní poměr popisuje poměr objemu napájecího kanálu na jednotku délky k objemu odměřovacího kanálu na jednotku délky. Vyšší kompresní poměr zvyšuje kompresní práci vykonávanou na materiálu, když se pohybuje od přívodu k vypouštění, což je výhodné pro lisování sypkých práškových směsí, ale může generovat nadměrné teplo v již hustých materiálech. Mikrovlnná trouba Zhoushan přizpůsobuje kompresní poměry tak, aby odpovídaly sypné hustotě a chování při zpracování konkrétní receptury každého zákazníka, čímž zajišťuje efektivní provoz bez zbytečné tepelné zátěže.
Vybraný displej ložiska










 浙公网安备 33090202000520 号
浙公网安备 33090202000520 号 